Brasagem por Indução de Tubos de Alumínio

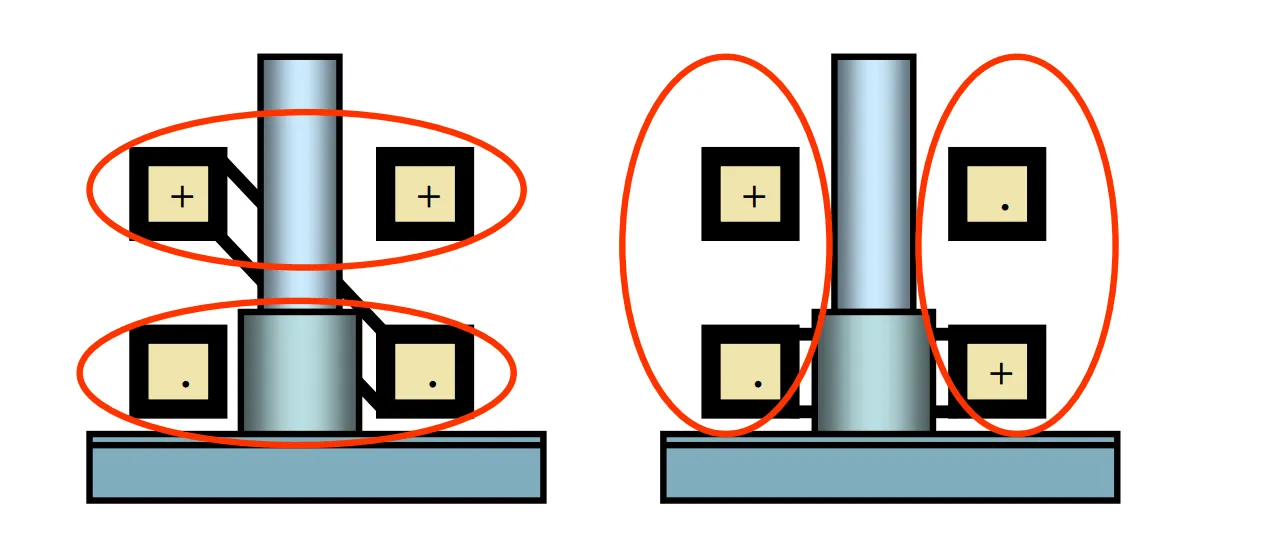
A fim de aumentar a eficiência e reduzir o efeito térmico do aquecimento do metal, a tecnologia de brasagem por indução é proposta. A vantagem desta tecnologia consiste principalmente na localização exata do aquecimento fornecido às juntas soldadas. Com base nos resultados da simulação numérica foi então possível projetar os parâmetros necessários para alcançar… Saiba mais