haste de cobre de pré-aquecimento por indução de alta frequência e conector para uma aplicação de cura de epóxi
pré-aquecimento por indução haste de cobre e conector para uma aplicação de cura epóxi
Objetivo: Pré-aquecer uma parte da haste de cobre e um conector retangular à temperatura antes da cura do epóxi durante um processo de fabricação para esticadores elétricos
Material: haste de cobre revestida fornecida pelo cliente (12 "x 2" x 1 "/ 305 mm x 51 mm x 102 mm) e conector
Temperatura: 302 ºF (150 ºC)
Freqüência: 25 kHz
Equipamento de aquecimento por indução:
-DW-HF-60kW 15-45kHz sistema de aquecimento por indução equipado com uma cabeça de trabalho remota contendo quatro capacitores de 21 μF

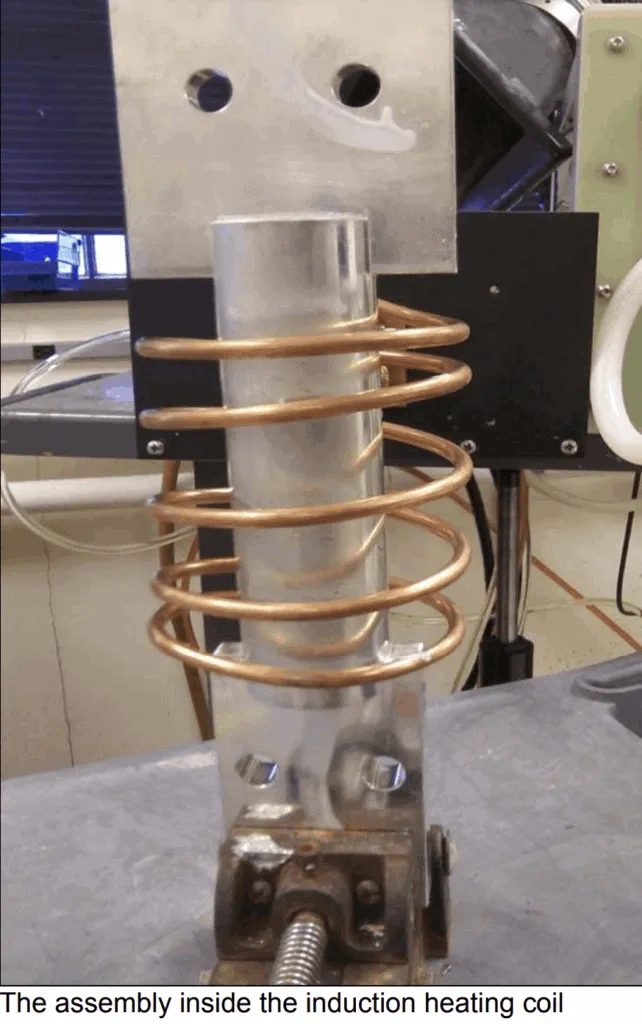
- Uma bobina de aquecimento por indução helicoidal de sete voltas de posição única projetada e desenvolvida especificamente para esta aplicação
Processo de aquecimento por indução
A haste de cobre e o conector foram colocados dentro do bobina de aquecimento por indução e a energia foi ligada. A parte aquecida à temperatura dentro de 55 segundos. Após ser aquecida até a temperatura, a peça foi movida e um processo de cura / moldagem de epóxi ocorreu. O cliente estava usando um grande forno para pré-aquecer essas hastes, que
foi ineficiente em termos de custos. A indução oferece um método de aquecimento mais rápido e econômico.
Resultados / benefícios - Velocidade: A indução aqueceu a peça até a temperatura rapidamente
- Eficiência: a indução é um método muito mais eficiente de aquecer essas peças à temperatura em comparação com seus
grande forno
- Precisão: a indução tornou possível aquecer apenas as partes da haste que necessitavam de aquecimento