Encaixe do psiquiatra da indução para inserções com o calefator do encaixe do psiquiatra de IGBT
Objetivo: Aquecer uma carcaça de bomba de combustível de alumínio medindo 8 ″ x 4 1/2 ″ x 3 1/2 ″ a 3750F, permitindo a inserção de peças de aço. Atualmente as caixas são aquecidas por mais de uma hora em um forno de convecção. As áreas onde serão inseridas peças de aço medem 1.5 ″ e 0.6875 ″ de diâmetro. Além disso, o processo de inserção dura pouco mais de um minuto, então 3750F deve ser mantido por um
período de tempo para concluir o processo.
Material: Carcaça de bomba de alumínio medindo 8 ″ x 4 1/2 ″ x 3 1/2 ″
Peças de inserção de aço.
Temperatura: 3750F
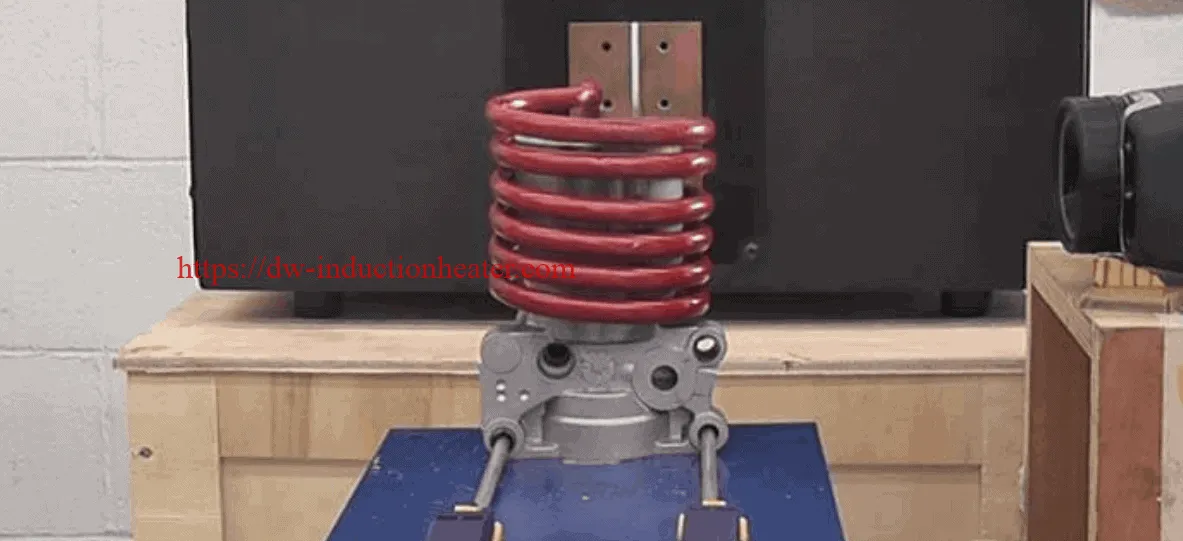
Aplicação: Usando o DW-HF-25, fonte de alimentação de indução de estado sólido com saída de 25 kW, os seguintes resultados foram alcançados.
- 3750F foi atingido em um (1) minuto para permitir a inserção.
- 20 caixas foram aquecidas com sucesso usando uma bobina de panqueca em ângulo reto de cinco (5) voltas.
Equipamento: Ameritherm SP 25, fonte de alimentação de indução de estado sólido com saída de 25 kW incluindo uma (1) estação de calor remota contendo quatro (4) capacitores totalizando 1.0 μF, e uma bobina de panqueca de ângulo reto de cinco (5) voltas feita de cobre 3/16 ″ tubo.
Freqüência: 80 kHz




