endurecimento por indução dos dentes da lâmina de serra
Descrição
Endurecimento por indução dos dentes da lâmina de serra com máquina de endurecimento por indução de alta frequência
Objetivo
Endurecimento por Indução os dentes de uma grande lâmina de serra para uma aplicação de superfície de endurecimento; o objetivo é reduzir o tempo de aquecimento
Material: Seção da lâmina de serra
Temperatura: 1650 ºF (899 ºC)
Freqüência: 134 kHz
Equipamento :
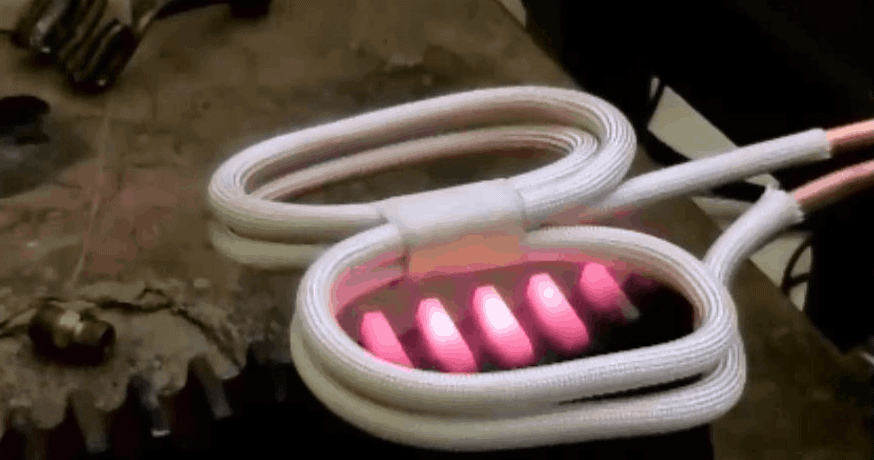
–DW-UHF-40 kW 50-150 kHz sistema de aquecimento por indução equipado com uma cabeça de trabalho remota contendo oito capacitores de 1.0 μF

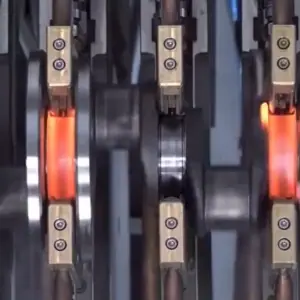
- Uma bobina de aquecimento por indução helicoidal de duas voltas e múltiplas posições projetada e desenvolvida especificamente para esta aplicação
Processo: O bobina de aquecimento por indução foi desenvolvido de forma que não concentrasse o calor no vale da borda externa do dente. A peça foi colocada sob a bobina a aproximadamente 1/8 ”(3.2 mm) de distância e a energia foi ligada. Com a fonte de alimentação de aquecimento por indução da série DW-UHF de 40 kW, a peça aquecida à temperatura dentro da taxa desejada de cinco dentes por quatro segundos.
 Resultados / Benefícios
Resultados / Benefícios
–Velocidade: o cliente já estava usando indução, mas queria atualizar para um sistema de maior potência para aumentar
sua taxa de produção (antes de usar a indução do HLQ, o cliente usou uma tocha.)
–Precisão e Repetibilidade: Uma tocha não é tão precisa quanto a indução nem é repetível, enquanto a indução pode ser
implementado para ser altamente repetível
-Eficiência: Aquecimento por indução usa menos energia do que uma tocha e oferece aquecimento liga / desliga instantâneo