Ferramentas De Aço Inoxidável De Indução De Brasagem
Descrição
Ferramentas de aço inoxidável de soldadura da indução com equipamentos de aquecimento do RF
Objetivo da pesquisa
Para soldar três juntas em uma montagem de jato profil dental com aquecimento por indução; para melhorar a consistência de rendimento e reduzir o tempo de ciclo.
Descrição de peças e materiais
Nariz de aço inoxidável profy, dois tubos, colar de suporte do tubo, anéis de liga de solda, fluxo B1
Temperatura necessária
1400 ° F
Equipamento de aquecimento por indução
Fonte de alimentação de aquecimento por indução RF DW-UHF-4.5kW, indutor especialmente concebido (bobina)
Frequência de operação
400 kHz
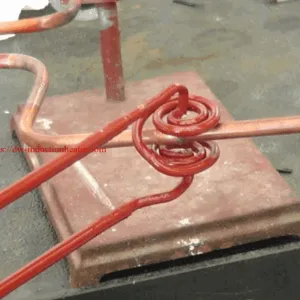
Procedimento de aquecimento
O teste inicial foi feito para estabelecer os perfis tempo-temperatura e aquecimento. Foi determinado que um processo de dois estágios proporcionaria resultados ótimos. Para esta aplicação, foi utilizado um indutor helicoidal de dupla voltagem especialmente desenhado para fornecer calor uniforme às áreas das juntas. Os dois tubos, colar de suporte do tubo e peça do nariz foram montados e mantidos em posição com fixação temporária. Os anéis de liga de brasagem foram colocados em posição e uma camada fina de fluxo B1 foi aplicada a todo o conjunto. No primeiro estágio do processo de aquecimento, a extremidade superior do tubo do conjunto foi colocada na zona de aquecimento e a energia de indução foi fornecida por 10 segundos. No estágio dois, o conjunto foi invertido e a extremidade inferior do conjunto foi aquecida por mais 10 segundos. O conjunto foi então removido, banhado em água quente para remover o fluxo e secar com ar quente.
Conclusão
Foram obtidos resultados consistentes e repetíveis com a fonte de alimentação DW-UHF-4.5kW e os segundos ciclos térmicos 10. Cada junta de solda foi selada com um filé