Extração do eixo de recozimento de indução
Descrição
Extremidade do eixo do recozimento da indução com sistema de aquecimento de alta freqüência da indução
Objetivo de recozimento da extremidade de um eixo de motor hidráulico de aço antes da usinagem
Haste de aço de 75 "(19 mm) de diâmetro, 6 mm (152.4") de comprimento com um rasgo de chaveta na extremidade
Temperatura 1350 ºF (732 ºC)
Frequência 300 kHz
Equipamento • Sistema de aquecimento por indução DW-UHF-10 kW, equipado com cabeçote de trabalho remoto contendo um capacitor de 1.0 μF
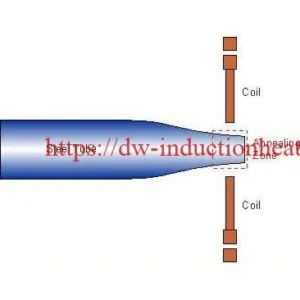
• Uma bobina de aquecimento por indução projetada e desenvolvida especificamente para esta aplicação.
Processo Uma bobina helicoidal de três voltas é usada para recozer o eixo do motor.
A extremidade do eixo do motor é colocada na bobina e a energia é aplicada por 20 segundos para atingir 1350 ºF (732 ºC) e tornar o aço em brasa
Resultados / Benefícios O aquecimento por indução fornece:
• alta eficiência, baixo custo de energia
• Colocação precisa e controlável de calor para recozer apenas a área necessária
• Processo de produção mais rápido
• Resultados consistentes